

Yüksek kaliteli Pipet uçları üretmek için gerekli koşullar
Pipet uçları laboratuvarda en yaygın kullanılan malzemelerdir.Yüksek boyutsal doğruluk ve iyi eşmerkezlilik gerektirir, aynı zamanda iç duvar pürüzsüz akış izi gerektirmez ve uç çentiksiz çapaklıdır.
Üretim sürecindeki süreç noktalarını açıklayalım:
1 üretim ortamı seçimi
Uçlar moleküler tespitte, in vitro teşhiste, ön taramada ve diğer deneylerde kullanılmalıdır; bu nedenle pipet uçları, uçların yüzeyinde yabancı organizmaların varlığı analiz sonuçlarını doğrudan etkileyebileceği için üretim açısından çevresel açıdan daha zorludur.Şu anda yüz bin seviyeli tozsuz atölyeler rutin tercihtir.
2 üretim ekipmanı seçimi
Uç ürünler, ekipman seçimi açısından yüksek kalıplama verimliliğine, düşük arıza oranına ve uzun süreli istikrarlı çalışmaya sahip olması gereken çok sayıda delik, derin boşluk, ince duvar ve hızlı kalıplama döngüsüne sahiptir, bu nedenle yüksek hızlı elektrikli enjeksiyon enjeksiyon makinesi Aşağıdaki özelliklere sahip üstün seçim:
* Yüksek hızlı elektrikli enjeksiyonlu kalıplama makinesi, kalıplama sırasında pipet ucunun oluşturduğu stres kaldırma pipet ucu düzlüğünü azaltarak hassas ince duvarlı ürünlerin gereksinimlerini karşılar;
*Açık mod hızı ve hassasiyeti, ürün konumunu kavrayan otomatik manipülatöre göre daha kararlıdır;
* Kararlılık ve daha yüksek tekrarlanabilirlik.Motorlu çoklu güç sistemi bağımsız bir sistem tarafından kontrol edilir ve kalıp eş zamanlı harekete izin verir.
3 süreç hususları
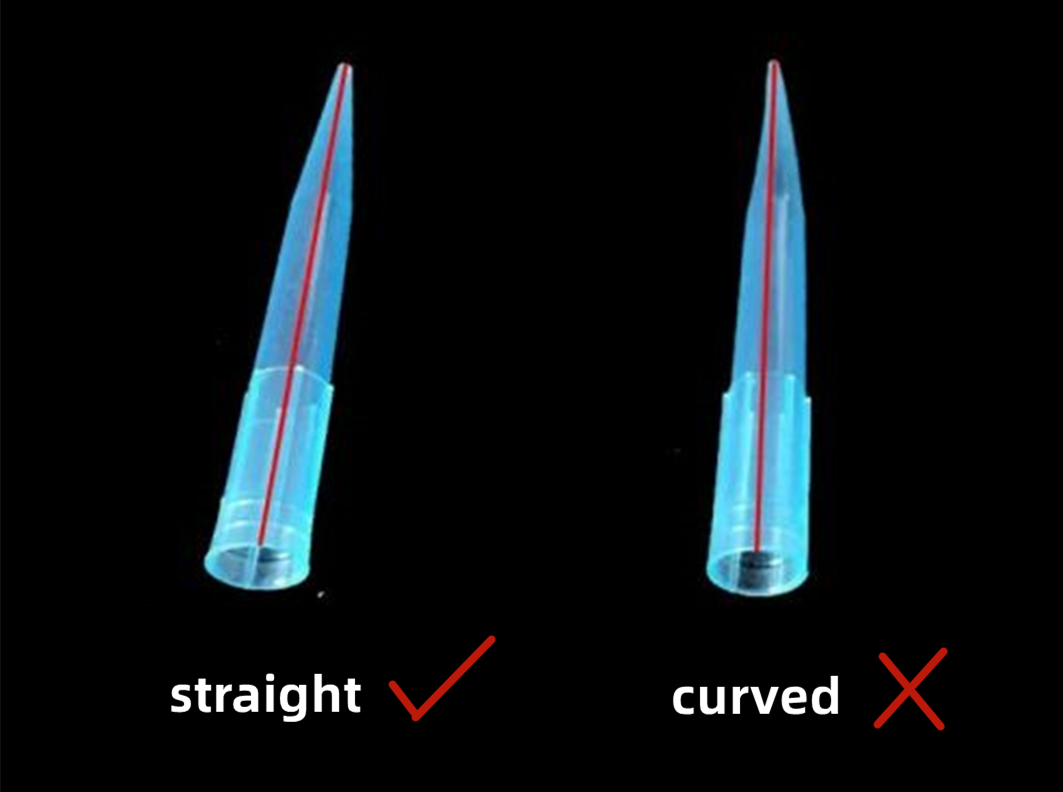
Uç ürünlerinde istenmeyen başlıca durumlar; kafanın eksik olması, bükülme deformasyonu, baş ve ağız kıl kenarları, boyutsal stabilite ve diğer problemlerdir.Yukarıdaki sorunlara yanıt olarak, fiili üretim sürecinde aşağıdaki noktalara dikkat edilmesi gerekir:
*Makul fırlatma hızı.
Çok hızlı olması hava kaçağına ve uçta tutkal oluşmasına neden olur ve gaz sorunsuz bir şekilde boşaltılamaz.Çok yavaş olması üründe büyük iç gerilime neden olur, ürün bükülür ve düzgünlük yeterli olmaz.Yavaş yavaş artan kalıbı kullanmalı ve ürün durumunu rasyonel gözlemle seçmelidir.
*Hammadde ile ilgili
① Temel parametrelerin doğrulanması için daha iyi akışkanlığa sahip malzemeler seçildi; bu, hammaddelerin hızlı doldurulmasını kolaylaştırdı, makul basınç seçiminin yanı sıra hassas mesafelerin korunmasını sağladı ve kötü görünüm olaylarının olasılığını azalttı.
② Makul sıcaklık.PP hammaddeleri kristal malzemelere aittir, çok düşük sıcaklık, malzemelerin yavaş kristalli ürünlerin bulanık ve opak görünmesine, ürünler kırılgan hale gelmesine ve diğer istenmeyen olaylara yol açacaktır, çok yüksek sıcaklık, hammadde mukavemetinin bozulmasına yol açacaktır.
*Makul V / P geçişi
Nispeten dengeli enjeksiyon sağlamak için, ürünün devreye alınması kısa püskürtmeden itibaren kademeli olarak doldurulmalı, kısa püskürtme ürünlerinde denge ve uç dolum eksantrikliğinin dikkatli bir şekilde gözlemlenmesi gerekir.Ve rasyonel V/P anahtarlamanın tasarlanması.Pipet ucunun tutkal eksikliği, kıl kenarları, düz olmaması vb. durumlardan kaçının.
*Otomasyon
① Emme otomatik eylemi için, kalıbın korunması ve ürün kırılmasının yardımcı tespiti sırasında anormal eylemi gerçekleştirmek için makul bir vakum aralığı ve ekipman bağlantısı ayarlarken, vakum boyutu değişim değerini izlemek üzere bir negatif basınç göstergesi kurulmalıdır. .
② Büyük çizgiyi mümkün olduğu kadar fazla yer kaplayacak şekilde cihaz plakasından yeterli miktarda gaz çekin.
③ Tutucu boru gövdesi mümkün olduğunca plastik malzeme + tamponlu yapıyı seçer.
Gönderim zamanı: Aralık-08-2022